![CustomCategorySimpleModel { CustomProperties = System.Collections.Generic.Dictionary`2[System.String,System.String], Id = 7, Name = O-Rings, SeName = o-rings, NumberOfProducts = , IncludeInTopMenu = True, SubCategories = System.Collections.Generic.List`1[Nop.Plugin.Misc.CustomFeatures.Models.Catalog.CustomCategorySimpleModel], HaveSubCategories = True, Route = , DisplayOrder = 1, SubCategory = O-Rings, SubCategorySlug = , SubCategoryImage = PictureModel { CustomProperties = System.Collections.Generic.Dictionary`2[System.String,System.String], Id = 0, ImageUrl = https://callapg.com/images/thumbs/0025554_o-rings.jpeg, ThumbImageUrl = , FullSizeImageUrl = https://callapg.com/images/thumbs/0025554_o-rings.jpeg, Title = Show products in category O-Rings, AlternateText = Picture for category O-Rings }, SubCategoryImageId = 25554, InRawMaterials = False, RawMaterialsSubCategory = }](https://callapg.com/images/thumbs/0047643_o-rings.webp)









![CustomCategorySimpleModel { CustomProperties = System.Collections.Generic.Dictionary`2[System.String,System.String], Id = 3, Name = Industrial Couplings, SeName = industrial-couplings, NumberOfProducts = , IncludeInTopMenu = True, SubCategories = System.Collections.Generic.List`1[Nop.Plugin.Misc.CustomFeatures.Models.Catalog.CustomCategorySimpleModel], HaveSubCategories = True, Route = , DisplayOrder = 2, SubCategory = , SubCategorySlug = , SubCategoryImage = PictureModel { CustomProperties = System.Collections.Generic.Dictionary`2[System.String,System.String], Id = 0, ImageUrl = https://callapg.com/images/thumbs/0025611_footer-basic8.png, ThumbImageUrl = , FullSizeImageUrl = https://callapg.com/images/thumbs/0025611_footer-basic8.png, Title = Show products in category Industrial Couplings, AlternateText = Picture for category Industrial Couplings }, SubCategoryImageId = 25611, InRawMaterials = False, RawMaterialsSubCategory = }](https://callapg.com/images/thumbs/0026400_industrial-couplings.webp)






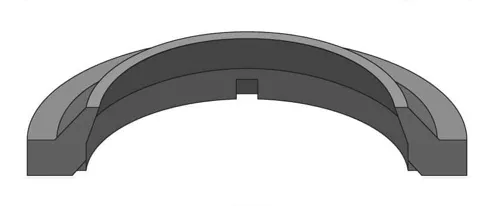
![CustomCategorySimpleModel { CustomProperties = System.Collections.Generic.Dictionary`2[System.String,System.String], Id = 2, Name = Sealing, SeName = sealing, NumberOfProducts = , IncludeInTopMenu = True, SubCategories = System.Collections.Generic.List`1[Nop.Plugin.Misc.CustomFeatures.Models.Catalog.CustomCategorySimpleModel], HaveSubCategories = True, Route = , DisplayOrder = 3, SubCategory = , SubCategorySlug = , SubCategoryImage = PictureModel { CustomProperties = System.Collections.Generic.Dictionary`2[System.String,System.String], Id = 0, ImageUrl = https://callapg.com/images/thumbs/0050071_Sealing.Seals.1.webp, ThumbImageUrl = , FullSizeImageUrl = https://callapg.com/images/thumbs/0050071_Sealing.Seals.1.webp, Title = Show products in category Sealing, AlternateText = Picture for category Sealing }, SubCategoryImageId = 50071, InRawMaterials = False, RawMaterialsSubCategory = }](https://callapg.com/images/thumbs/0026409_sealing.webp)






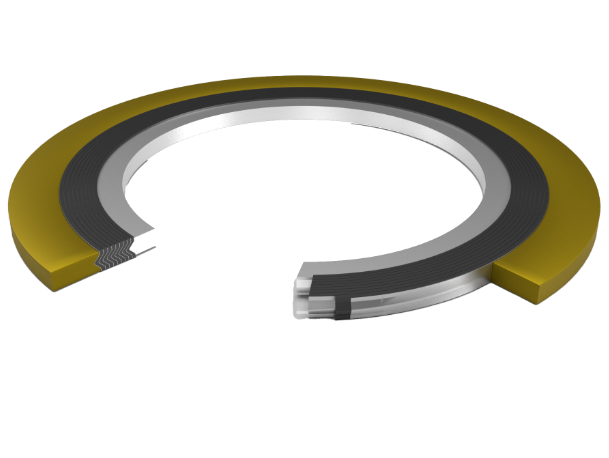
![CustomCategorySimpleModel { CustomProperties = System.Collections.Generic.Dictionary`2[System.String,System.String], Id = 10, Name = Gaskets, SeName = gaskets, NumberOfProducts = , IncludeInTopMenu = True, SubCategories = System.Collections.Generic.List`1[Nop.Plugin.Misc.CustomFeatures.Models.Catalog.CustomCategorySimpleModel], HaveSubCategories = True, Route = , DisplayOrder = 4, SubCategory = Gaskets, SubCategorySlug = , SubCategoryImage = PictureModel { CustomProperties = System.Collections.Generic.Dictionary`2[System.String,System.String], Id = 0, ImageUrl = https://callapg.com/images/thumbs/0025556_footer-gasket.png, ThumbImageUrl = , FullSizeImageUrl = https://callapg.com/images/thumbs/0025556_footer-gasket.png, Title = Show products in category Gaskets, AlternateText = Picture for category Gaskets }, SubCategoryImageId = 25556, InRawMaterials = False, RawMaterialsSubCategory = }](https://callapg.com/images/thumbs/0026410_gaskets.webp)



![CustomCategorySimpleModel { CustomProperties = System.Collections.Generic.Dictionary`2[System.String,System.String], Id = 4, Name = Industrial Glass, SeName = industrial-glass, NumberOfProducts = , IncludeInTopMenu = True, SubCategories = System.Collections.Generic.List`1[Nop.Plugin.Misc.CustomFeatures.Models.Catalog.CustomCategorySimpleModel], HaveSubCategories = True, Route = , DisplayOrder = 6, SubCategory = , SubCategorySlug = , SubCategoryImage = PictureModel { CustomProperties = System.Collections.Generic.Dictionary`2[System.String,System.String], Id = 0, ImageUrl = https://callapg.com/images/thumbs/0025615_flatfooter.png, ThumbImageUrl = , FullSizeImageUrl = https://callapg.com/images/thumbs/0025615_flatfooter.png, Title = Show products in category Industrial Glass, AlternateText = Picture for category Industrial Glass }, SubCategoryImageId = 25615, InRawMaterials = False, RawMaterialsSubCategory = }](https://callapg.com/images/thumbs/0026412_industrial-glass.webp)

![CustomCategorySimpleModel { CustomProperties = System.Collections.Generic.Dictionary`2[System.String,System.String], Id = 5, Name = Plastics, SeName = plastics, NumberOfProducts = , IncludeInTopMenu = True, SubCategories = System.Collections.Generic.List`1[Nop.Plugin.Misc.CustomFeatures.Models.Catalog.CustomCategorySimpleModel], HaveSubCategories = True, Route = , DisplayOrder = 7, SubCategory = , SubCategorySlug = , SubCategoryImage = PictureModel { CustomProperties = System.Collections.Generic.Dictionary`2[System.String,System.String], Id = 0, ImageUrl = https://callapg.com/images/thumbs/0025639_footer-headgear.png, ThumbImageUrl = , FullSizeImageUrl = https://callapg.com/images/thumbs/0025639_footer-headgear.png, Title = Show products in category Plastics, AlternateText = Picture for category Plastics }, SubCategoryImageId = 25639, InRawMaterials = False, RawMaterialsSubCategory = }](https://callapg.com/images/thumbs/0026406_plastics.webp)



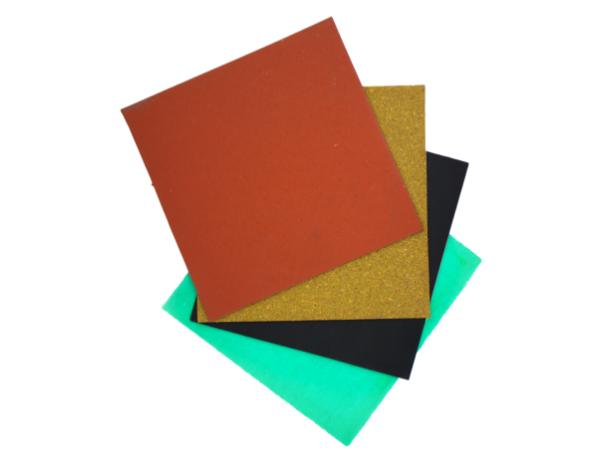
![CustomCategorySimpleModel { CustomProperties = System.Collections.Generic.Dictionary`2[System.String,System.String], Id = 191, Name = Rolls & Sheets, SeName = rolls-sheets, NumberOfProducts = , IncludeInTopMenu = True, SubCategories = System.Collections.Generic.List`1[Nop.Plugin.Misc.CustomFeatures.Models.Catalog.CustomCategorySimpleModel], HaveSubCategories = True, Route = , DisplayOrder = 8, SubCategory = , SubCategorySlug = , SubCategoryImage = PictureModel { CustomProperties = System.Collections.Generic.Dictionary`2[System.String,System.String], Id = 0, ImageUrl = https://callapg.com/images/thumbs/0047674_rolls-sheets.webp, ThumbImageUrl = , FullSizeImageUrl = https://callapg.com/images/thumbs/0047674_rolls-sheets.webp, Title = Show products in category Rolls & Sheets, AlternateText = Picture for category Rolls & Sheets }, SubCategoryImageId = 0, InRawMaterials = False, RawMaterialsSubCategory = }](https://callapg.com/images/thumbs/0047674_rolls-sheets.webp)

![CustomCategorySimpleModel { CustomProperties = System.Collections.Generic.Dictionary`2[System.String,System.String], Id = 215, Name = Tools & Fasteners, SeName = tools-fasteners, NumberOfProducts = , IncludeInTopMenu = True, SubCategories = System.Collections.Generic.List`1[Nop.Plugin.Misc.CustomFeatures.Models.Catalog.CustomCategorySimpleModel], HaveSubCategories = True, Route = , DisplayOrder = 9, SubCategory = , SubCategorySlug = , SubCategoryImage = PictureModel { CustomProperties = System.Collections.Generic.Dictionary`2[System.String,System.String], Id = 0, ImageUrl = https://callapg.com/images/thumbs/0047685_tools-fasteners.webp, ThumbImageUrl = , FullSizeImageUrl = https://callapg.com/images/thumbs/0047685_tools-fasteners.webp, Title = Show products in category Tools & Fasteners, AlternateText = Picture for category Tools & Fasteners }, SubCategoryImageId = 0, InRawMaterials = False, RawMaterialsSubCategory = }](https://callapg.com/images/thumbs/0047685_tools-fasteners.webp)


Trade Names: Buna-N, Chemigum (Goodyear), Ny Syn (Copolymer), Krynac (Polysar), Hycar (Zeon Chemical), Paracril (Uniroyal), Perbunan (Mobay)
Nitrile (Buna-N) is the most widely used general-purpose elastomer in the industry used in a variety of products such as nitrile gloves, o-rings, gaskets, and many more. This elastomer is manufactured by combining acrylonitrile and butadiene. Its physical and chemical properties vary depending on the composition of the elastomer. Nitrile (Buna-N) is resistant to petroleum and oil products, superior compression set, tear, and abrasion resistance. However, it does not wear very well in sunlight or ozone Nitrile isn?t known to have the greatest chemical resistance but is known to have excellent petroleum and oil resistance. In addition to resistance, it has good tolerance to some acids, fats, hydrocarbons, and more.
The standard temperature range on Nitrile is -40ºF (-40ºC) up to +250ºF (121ºC) and can withstand dry heat up to 275ºF (135ºC). APG stocks durometers 40, 50, 70, 80, 90, and 95. If you need something softer or harder, please contact us. When stored properly, Nitrile can last up to 15 years without degradation of the compound. This material is color coded to be black however, if needed, these rubber rings can be custom ordered to be any color you may like.

General Purpose
Nitrile tends to be a popular set material for a wide range of applications. This material is both economical and versatile as it has an excellent compression set, good tensile strength, and is widely used in both industrial and domestic applications. APG stocks a large selection of these general purpose rings such as -472, -129. and -230
Oil & Petroleum
One of the industries that use this material is the oil and petroleum industry. Nitrile has good resistance to most oils, crude, gasoline, and petroleum. Based on the amount of acrylonitrile, the nitrile elastomer has more or less oil & petroleum resistance. The more acrylonitrile, the more resistant this material is to swelling or warping when used in petroleum-based applications. Buna?s ability to resist many types of fluids makes it a widely used inside places like fuel tanks, automotive, marine, and even aerospace-based applications. With these great benefits, it is easy to see why Nitrile (Buna) is so widely used in many different industries.
UV Light, Ozone, Weather
Nitrile has many uses however, being an outdoor sealing solution should not be one of those solutions. Due to the poor performance in UV light, ozone, and weather, this material should not be used for outdoor purposes. Nitrile also has poor steam performance and doesn?t have a wide temperature range such as other materials. The best materials to combat UV, ozone, and weathering are PTFE and Aflas