![CustomCategorySimpleModel { CustomProperties = System.Collections.Generic.Dictionary`2[System.String,System.String], Id = 7, Name = O-Rings, SeName = o-rings, NumberOfProducts = , IncludeInTopMenu = True, SubCategories = System.Collections.Generic.List`1[Nop.Plugin.Misc.CustomFeatures.Models.Catalog.CustomCategorySimpleModel], HaveSubCategories = True, Route = , DisplayOrder = 1, SubCategory = O-Rings, SubCategorySlug = , SubCategoryImage = PictureModel { CustomProperties = System.Collections.Generic.Dictionary`2[System.String,System.String], Id = 0, ImageUrl = https://callapg.com/images/thumbs/0025554_o-rings.jpeg, ThumbImageUrl = , FullSizeImageUrl = https://callapg.com/images/thumbs/0025554_o-rings.jpeg, Title = Show products in category O-Rings, AlternateText = Picture for category O-Rings }, SubCategoryImageId = 25554, InRawMaterials = False, RawMaterialsSubCategory = }](https://callapg.com/images/thumbs/0047643_o-rings.webp)









![CustomCategorySimpleModel { CustomProperties = System.Collections.Generic.Dictionary`2[System.String,System.String], Id = 3, Name = Industrial Couplings, SeName = industrial-couplings, NumberOfProducts = , IncludeInTopMenu = True, SubCategories = System.Collections.Generic.List`1[Nop.Plugin.Misc.CustomFeatures.Models.Catalog.CustomCategorySimpleModel], HaveSubCategories = True, Route = , DisplayOrder = 2, SubCategory = , SubCategorySlug = , SubCategoryImage = PictureModel { CustomProperties = System.Collections.Generic.Dictionary`2[System.String,System.String], Id = 0, ImageUrl = https://callapg.com/images/thumbs/0025611_footer-basic8.png, ThumbImageUrl = , FullSizeImageUrl = https://callapg.com/images/thumbs/0025611_footer-basic8.png, Title = Show products in category Industrial Couplings, AlternateText = Picture for category Industrial Couplings }, SubCategoryImageId = 25611, InRawMaterials = False, RawMaterialsSubCategory = }](https://callapg.com/images/thumbs/0026400_industrial-couplings.webp)






![CustomCategorySimpleModel { CustomProperties = System.Collections.Generic.Dictionary`2[System.String,System.String], Id = 2, Name = Sealing, SeName = sealing, NumberOfProducts = , IncludeInTopMenu = True, SubCategories = System.Collections.Generic.List`1[Nop.Plugin.Misc.CustomFeatures.Models.Catalog.CustomCategorySimpleModel], HaveSubCategories = True, Route = , DisplayOrder = 3, SubCategory = , SubCategorySlug = , SubCategoryImage = PictureModel { CustomProperties = System.Collections.Generic.Dictionary`2[System.String,System.String], Id = 0, ImageUrl = https://callapg.com/images/thumbs/0050071_Sealing.Seals.1.webp, ThumbImageUrl = , FullSizeImageUrl = https://callapg.com/images/thumbs/0050071_Sealing.Seals.1.webp, Title = Show products in category Sealing, AlternateText = Picture for category Sealing }, SubCategoryImageId = 50071, InRawMaterials = False, RawMaterialsSubCategory = }](https://callapg.com/images/thumbs/0026409_sealing.webp)






![CustomCategorySimpleModel { CustomProperties = System.Collections.Generic.Dictionary`2[System.String,System.String], Id = 10, Name = Gaskets, SeName = gaskets, NumberOfProducts = , IncludeInTopMenu = True, SubCategories = System.Collections.Generic.List`1[Nop.Plugin.Misc.CustomFeatures.Models.Catalog.CustomCategorySimpleModel], HaveSubCategories = True, Route = , DisplayOrder = 4, SubCategory = Gaskets, SubCategorySlug = , SubCategoryImage = PictureModel { CustomProperties = System.Collections.Generic.Dictionary`2[System.String,System.String], Id = 0, ImageUrl = https://callapg.com/images/thumbs/0025556_footer-gasket.png, ThumbImageUrl = , FullSizeImageUrl = https://callapg.com/images/thumbs/0025556_footer-gasket.png, Title = Show products in category Gaskets, AlternateText = Picture for category Gaskets }, SubCategoryImageId = 25556, InRawMaterials = False, RawMaterialsSubCategory = }](https://callapg.com/images/thumbs/0026410_gaskets.webp)



![CustomCategorySimpleModel { CustomProperties = System.Collections.Generic.Dictionary`2[System.String,System.String], Id = 4, Name = Industrial Glass, SeName = industrial-glass, NumberOfProducts = , IncludeInTopMenu = True, SubCategories = System.Collections.Generic.List`1[Nop.Plugin.Misc.CustomFeatures.Models.Catalog.CustomCategorySimpleModel], HaveSubCategories = True, Route = , DisplayOrder = 6, SubCategory = , SubCategorySlug = , SubCategoryImage = PictureModel { CustomProperties = System.Collections.Generic.Dictionary`2[System.String,System.String], Id = 0, ImageUrl = https://callapg.com/images/thumbs/0025615_flatfooter.png, ThumbImageUrl = , FullSizeImageUrl = https://callapg.com/images/thumbs/0025615_flatfooter.png, Title = Show products in category Industrial Glass, AlternateText = Picture for category Industrial Glass }, SubCategoryImageId = 25615, InRawMaterials = False, RawMaterialsSubCategory = }](https://callapg.com/images/thumbs/0026412_industrial-glass.webp)

![CustomCategorySimpleModel { CustomProperties = System.Collections.Generic.Dictionary`2[System.String,System.String], Id = 5, Name = Plastics, SeName = plastics, NumberOfProducts = , IncludeInTopMenu = True, SubCategories = System.Collections.Generic.List`1[Nop.Plugin.Misc.CustomFeatures.Models.Catalog.CustomCategorySimpleModel], HaveSubCategories = True, Route = , DisplayOrder = 7, SubCategory = , SubCategorySlug = , SubCategoryImage = PictureModel { CustomProperties = System.Collections.Generic.Dictionary`2[System.String,System.String], Id = 0, ImageUrl = https://callapg.com/images/thumbs/0025639_footer-headgear.png, ThumbImageUrl = , FullSizeImageUrl = https://callapg.com/images/thumbs/0025639_footer-headgear.png, Title = Show products in category Plastics, AlternateText = Picture for category Plastics }, SubCategoryImageId = 25639, InRawMaterials = False, RawMaterialsSubCategory = }](https://callapg.com/images/thumbs/0026406_plastics.webp)



![CustomCategorySimpleModel { CustomProperties = System.Collections.Generic.Dictionary`2[System.String,System.String], Id = 191, Name = Rolls & Sheets, SeName = rolls-sheets, NumberOfProducts = , IncludeInTopMenu = True, SubCategories = System.Collections.Generic.List`1[Nop.Plugin.Misc.CustomFeatures.Models.Catalog.CustomCategorySimpleModel], HaveSubCategories = True, Route = , DisplayOrder = 8, SubCategory = , SubCategorySlug = , SubCategoryImage = PictureModel { CustomProperties = System.Collections.Generic.Dictionary`2[System.String,System.String], Id = 0, ImageUrl = https://callapg.com/images/thumbs/0047674_rolls-sheets.webp, ThumbImageUrl = , FullSizeImageUrl = https://callapg.com/images/thumbs/0047674_rolls-sheets.webp, Title = Show products in category Rolls & Sheets, AlternateText = Picture for category Rolls & Sheets }, SubCategoryImageId = 0, InRawMaterials = False, RawMaterialsSubCategory = }](https://callapg.com/images/thumbs/0047674_rolls-sheets.webp)

![CustomCategorySimpleModel { CustomProperties = System.Collections.Generic.Dictionary`2[System.String,System.String], Id = 215, Name = Tools & Fasteners, SeName = tools-fasteners, NumberOfProducts = , IncludeInTopMenu = True, SubCategories = System.Collections.Generic.List`1[Nop.Plugin.Misc.CustomFeatures.Models.Catalog.CustomCategorySimpleModel], HaveSubCategories = True, Route = , DisplayOrder = 9, SubCategory = , SubCategorySlug = , SubCategoryImage = PictureModel { CustomProperties = System.Collections.Generic.Dictionary`2[System.String,System.String], Id = 0, ImageUrl = https://callapg.com/images/thumbs/0047685_tools-fasteners.webp, ThumbImageUrl = , FullSizeImageUrl = https://callapg.com/images/thumbs/0047685_tools-fasteners.webp, Title = Show products in category Tools & Fasteners, AlternateText = Picture for category Tools & Fasteners }, SubCategoryImageId = 0, InRawMaterials = False, RawMaterialsSubCategory = }](https://callapg.com/images/thumbs/0047685_tools-fasteners.webp)

APG's C-4509 - Carbon Fibers and Special Heat-Resistant Additive Sheets with Nitrile Binder is a special high-pressure gasket material that offers excellent service in many sectors of the chemical industry. Main fields of application: alkaline media and steam. The expanded metal reinforcement is a galvanized low carbon steel insert which increases the compressive strength and pressure capability. Suitable for high-pressure applications because of its higher resistance against blowouts. This material is manufactured with carbon fibers and special high-temperature resistance additives and reinforced with a nitrile binder.
Benefits & Features
Benefits
Suitable for high-pressure applications
Higher resistance against blow-outs
More safety at high internal pressures
Features
Utilization of carbon fibers
Expanded metal reinforcement
Improved stress relaxation
Product Specifications
Typical Values Refer to 1/16'' Thick Material Unless Noted
| Creep relaxation ASTM F38B (1/32") | 20 % |
| Compressibility ASTM F36J | 8 - 14 % |
| Recovery ASTM F36J | 50 % minimum |
| KLINGER Hot Compression Test | |
| 1 Thickness Decrease 73øF (23øC) | 1 10 % initial |
| 2 Thickness Decrease 572ø F (300øC) | 2 8 % additional |
| Weight increase ASTM F146 after immersion in | |
| Fuel B, 5h/73øF (23øC) | 10 % maximum |
| Thickness Increase ASTM F146 after immersion in | |
| 1 ASTM Oil IRM 901, 5h/300øF (149øC) | 1 0 - 5 % |
| 2 ASTM Oil IRM 903, 5h/300øF (149øC) | 2 0 - 3 % |
| 3 ASTM Fuel A, 5h/73øF (23øC) | 3 0 - 5 % |
| 4 ASTM Fuel B, 5h/73øF (23øC) | 4 0 - 5 % |
| Density ASTM F1315 | 125 lb/ft (2.0 g/cc) |
| ASTM F104 Line Call Out | F712112B3E11M8 |
| Color | Black |
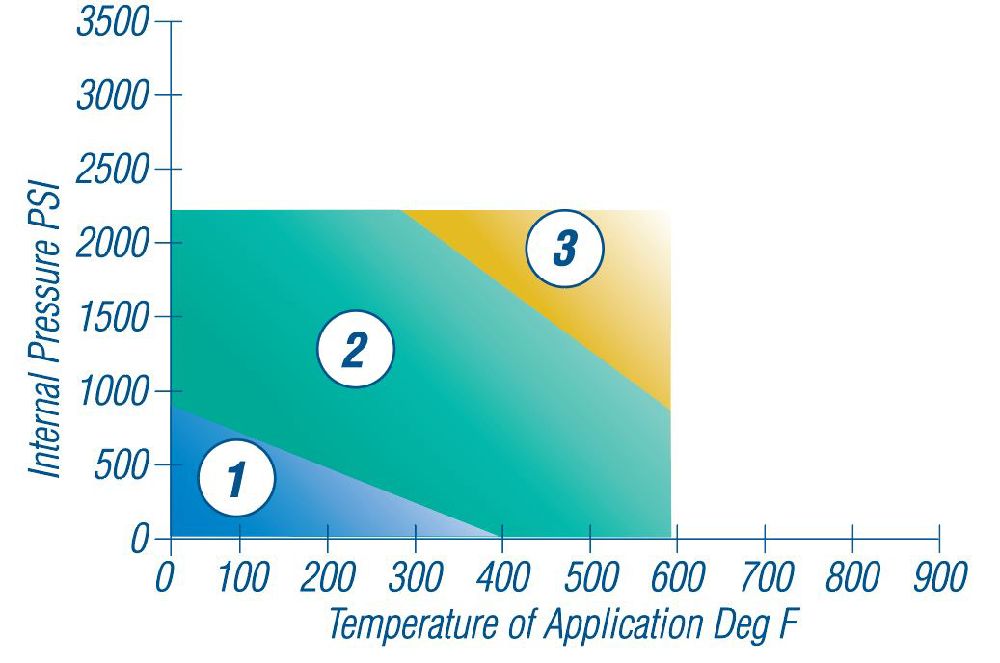
Pressure/Temperature Graphs
The pressure/temperature graphs shown are the most current method of determining the suitability of a gasket material in a known environment. However, chemical compatibility must also be considered.
pT diagram for thickness 1/16":
Gases & Steam
Liquids
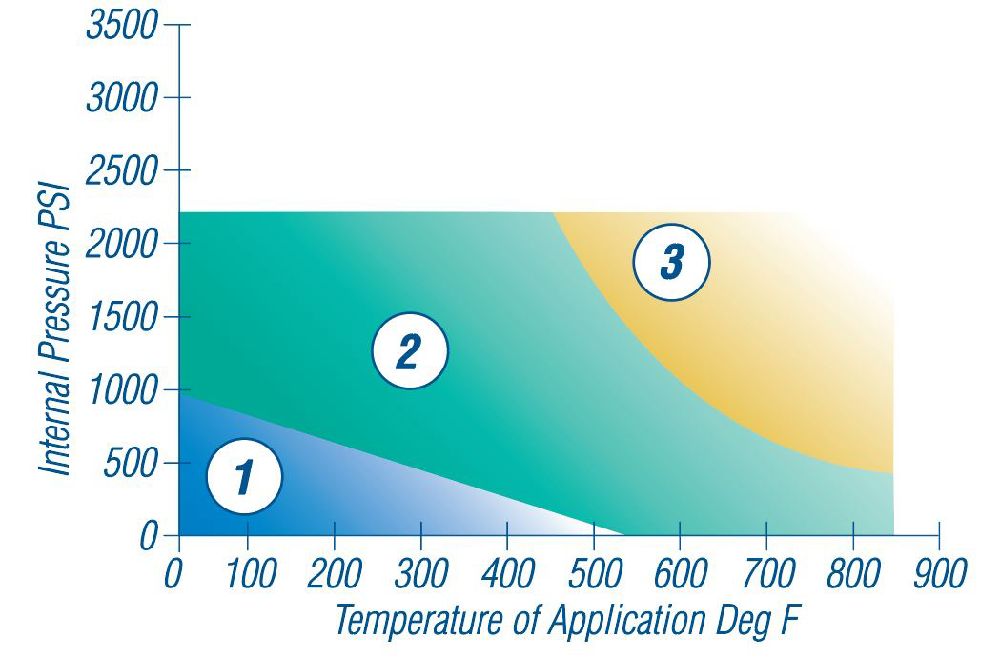
In area 1 the gasket material is suitable using common installment practices subject to chemical compatibility
In area 2 appropriate measures are necessary for installation of the gasket to ensure maximum performance.
In area 3 do not install gaskets in these applications without first contacting APG for technical support service.